
A Practical Guide to Selecting Industrial Check Valves
TABLE OF CONTENTS
Swing vs dual-plate, soft seat vs metal seat, slam vs non-slam — a practical check valve selection guide for engineers and industrial procurement teams.
Check valves are among the most passive and overlooked components in industrial piping — and among the most consequential when they fail. Unlike a ball valve or gate valve, a check valve operates automatically, responding to flow conditions rather than operator input. Get the selection wrong and the consequences range from annoying (disc chattering, excessive pressure drop) to catastrophic (water hammer, pump damage, uncontrolled backflow).
This guide covers the key engineering decisions in check valve selection, in the order you should actually make them.
1. Start with Operating Conditions — and Understand What Makes Check Valves Different
Before anything else, you need the actual process data:
- Operating pressure and design pressure (bar g or psi g)
- Normal operating temperature and maximum design temperature (°C)
- Fluid type — clean liquid, gas, slurry, corrosive media, steam, or multiphase
- Flow rate range — minimum, normal, and maximum volumetric flow
- Whether reverse flow occurs at shutdown, pump trip, or system pressure reversal — and how quickly
These five pieces of information drive every other selection decision. But check valves introduce a requirement that doesn’t exist for manually operated valves: the valve must open and close automatically in response to flow conditions, without any external input. This means minimum flow velocity matters as much as maximum pressure. A check valve that can’t fully open at normal system flow will sit partially open — vibrating, chattering, and wearing out its disc and seat rapidly.
The question to ask at this stage is not just “what pressure and temperature?” but also: “what happens when flow stops?”
2. Understand the Application Duty First
Check valves appear in several distinct application types, each with different failure modes and performance requirements. Identifying the duty type early steers every subsequent decision.
Pump discharge duty is the most common application — preventing backflow through a stopped pump when other pumps in the system are running, or when the system has residual pressure head. The critical concern is what happens on pump trip: how quickly does flow reverse, and what pressure surge does that generate?
Compressor discharge duty involves pulsating flow from reciprocating compressors, high temperatures, and the risk of rapid disc cycling that fatigues check valve internals. This is a demanding duty that eliminates most standard check valve types from consideration.
Pipeline isolation uses check valves to prevent reverse flow along a pipeline segment — for example, preventing backflow from a downstream storage tank into an upstream process. Lower cycling frequency, but high consequence if the valve fails open.
Gravity-fed and siphon systems require check valves that can hold backpressure reliably with zero or minimal forward flow driving force. Cracking pressure characteristics are critical.
Boiler and high-pressure steam systems require check valves on feedwater lines to prevent steam from blowing back through the feedpump on pump trip. High temperature, high pressure, demanding cycling duty.
Identifying which duty applies before selecting valve type prevents the most common check valve application errors.
3. Check Valve Type Selection — More Options, More Consequences
Unlike ball valves, where the floating vs trunnion choice is the primary structural decision, check valves come in several fundamentally different mechanical configurations. Each has specific strengths, limitations, and failure modes.
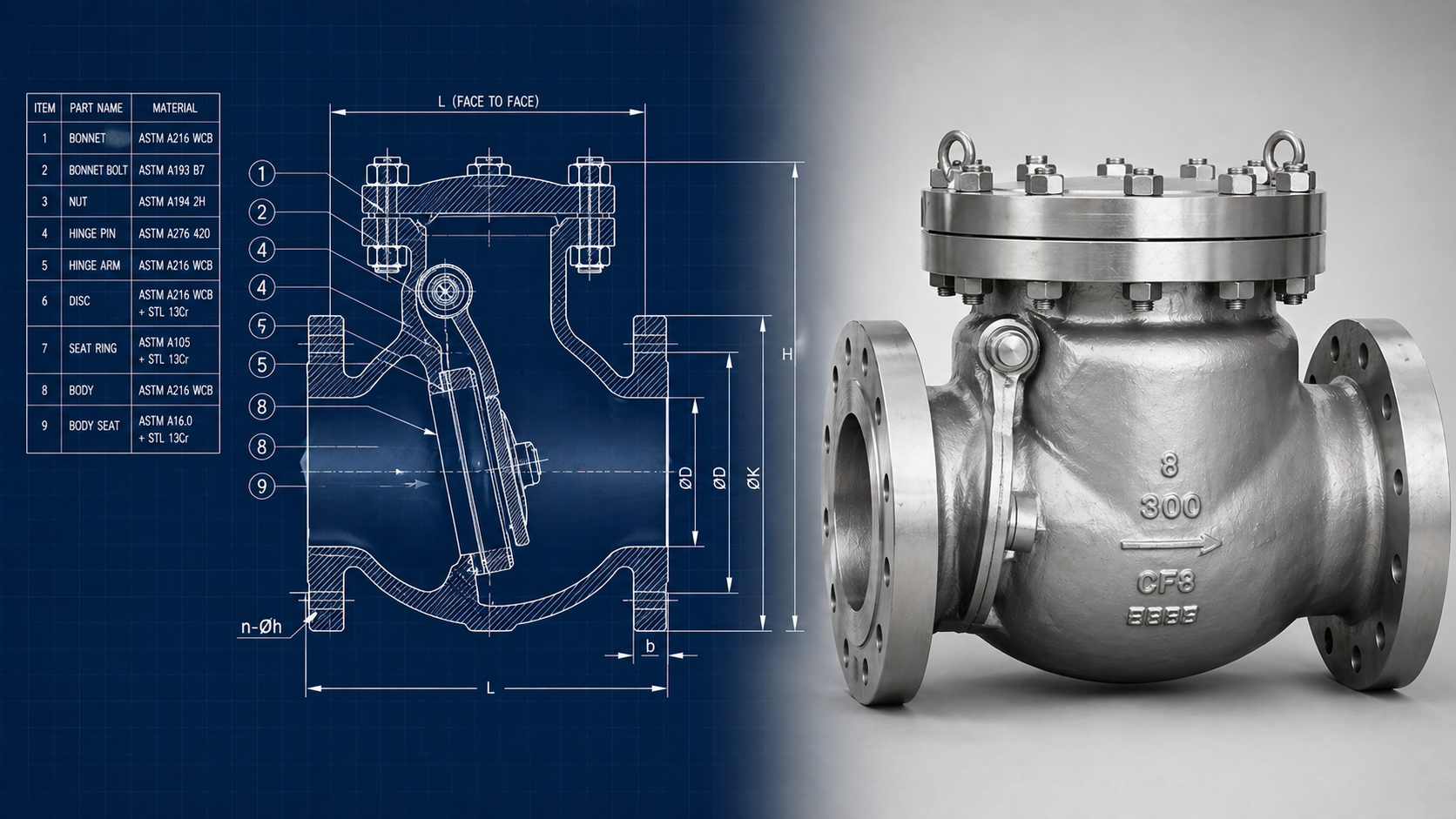
Swing check valves have a disc hinged at the top of the body. They open fully at low flow velocities, offer minimal pressure drop at full open, and are the most common general-purpose type. The limitation is closing behaviour: the disc doesn’t begin to move toward the seat until forward flow has decelerated to near-zero. By that point, some reverse flow has typically already developed before the disc seats — which causes slam. Swing checks are not appropriate for pulsating flow, compressor discharge, or systems where pump trip surge analysis shows unacceptable pressure rise.
Dual-plate (butterfly) check valves use two spring-loaded half-discs that open against spring pressure and close rapidly before significant reverse flow develops. The spring-assisted closing mechanism substantially reduces water hammer compared to a swing check in the same system. Compact face-to-face dimensions make them the most widely specified type for pump discharge in modern process plant. Spring selection must be matched to the system — too light and the valve doesn’t prevent slam; too heavy and pressure drop at normal flow becomes excessive.
Non-slam (silent) check valves use a spring-loaded guided disc or piston that closes before reverse flow initiates — the disc is already seated by the time forward flow stops. This is the only check valve type that genuinely eliminates pressure surge at closure. Required for variable-speed pump systems, compressor discharge, and any system where surge analysis shows that dual-plate closing speed is still insufficient.
Lift check valves (piston or disc type) have a closure element that moves axially off the seat when upstream pressure exceeds downstream. Reliable seating, suitable for high pressures, and well-suited to vertical upward flow. Not appropriate for horizontal installation in most configurations. Higher pressure drop than swing or dual-plate types.
Tilting disc check valves mount the disc slightly off-centre so that flow assists closing before full reversal. Near-silent operation. Used in water distribution and building services where slam noise is unacceptable and precise hydraulic control is required.
Ball check valves use a free-floating ball as the closure element. Low cracking pressure, tolerant of viscous fluids and slurries, simple internals. Limited to smaller bore sizes and lower pressures.
The practical selection guide: swing check valves for low-cycle general service piping where surge analysis confirms acceptable closing behaviour. Dual-plate as the default for pump discharge in process plant. Non-slam or spring-loaded designs wherever surge analysis shows dual-plate is insufficient, or for compressor discharge duty. Lift check valves for high-pressure vertical upward service. Ball check valves for viscous or slurry duty at small bore sizes.
4. Water Hammer and Pressure Surge — The Analysis That Defines the Specification
Water hammer is the dominant failure mode associated with incorrect check valve selection. It is also the analysis most frequently skipped.
When a pump trips, forward flow decelerates rapidly. In a swing check valve, the disc doesn’t begin closing until reverse flow has already developed. When the disc then slams shut against reverse flow, the kinetic energy of that reverse flow is converted into a pressure pulse — a shockwave that travels through the pipework at acoustic velocity.
The magnitude of this surge is given by the Joukowski equation:
ΔP = ρ × a × ΔV
Where ρ is fluid density, a is the pressure wave speed in the pipe (typically 1,000–1,400 m/s in steel), and ΔV is the change in flow velocity at closure. For a modest pump discharge velocity of 2 m/s in a water system, this produces a surge pressure of 20–28 bar on top of static line pressure — which routinely exceeds pipe design pressure where no analysis has been done.
The correct engineering sequence: calculate worst-case reverse flow velocity at pump trip; calculate resulting surge pressure; compare to system design pressure; and specify valve type accordingly. This analysis must precede valve type selection, because it determines which types are acceptable. Treating it as an afterthought — specifying a swing check because it’s standard, then discovering the surge pressure after the system is built — is a common and expensive mistake.
For dual-plate check valves, the spring constant must be selected to match the required closing speed for the specific system hydraulics. A spring that is too light still allows surge-generating reverse flow; too heavy creates excessive pressure drop at normal operating flow
5. Pressure Class Selection
Check valve pressure class follows ASME B16.34 for carbon and alloy steel, consistent with the rest of the piping system. Allowable working pressure decreases with increasing temperature — pressure class is not a fixed rating.
- Class 150 / PN16–25 — low pressure utility systems, water service, general plant piping
- Class 300 / PN40–50 — medium pressure industrial and process service
- Class 600 — higher pressure process and pipeline applications
- Class 900 to 2500 — critical high-pressure service including high-pressure gas, steam, and subsea
Always verify the pressure-temperature rating for the specific material grade against ASME B16.34 tables.
One check-valve-specific consideration: cracking pressure — the minimum differential pressure required to open the valve from the fully closed position. This must be achievable at the minimum system flow rate. If cracking pressure is too high relative to the available driving pressure at low flow, the valve stays closed when it should be open. If it is too low, the valve may open slightly under backpressure conditions when it should remain closed.
6. Body and Trim Material Selection
Material selection follows fluid chemistry and operating temperature.
Carbon steel (ASTM A216 WCB / A105 forged) — standard for oil, gas, steam, and non-corrosive process media up to approximately 425°C.
Low-temperature carbon steel (ASTM A352 LCB / A350 LF2) — required below −29°C. LNG, liquid nitrogen, and cryogenic process applications. Standard carbon steel becomes brittle at these temperatures.
Stainless steel (ASTM A351 CF8M / CF3M — 316/316L) — for corrosive media and chemical service. CF3M where post-weld heat treatment needs to be avoided.
Duplex stainless steel — for chloride-containing environments, seawater service, and applications where 316SS would suffer pitting or stress corrosion cracking. Offshore service and coastal installations.
Alloy steel (ASTM A217 WC6/WC9) — for high-temperature steam service above 425°C.
One point specific to check valves: disc and hinge pin materials must be specified independently of body material, particularly in corrosive or abrasive service. The disc is the moving component under cyclic load — it sees conditions the body does not. Specifying a stainless body with a carbon steel disc in corrosive service is a common oversight.
7. Seat and Disc Material — Soft Seat vs Metal Seat
Soft seats (PTFE, RPTFE, PEEK, elastomer) provide tight shutoff and are standard for clean media at moderate temperatures. PTFE seats are rated to approximately 200°C; PEEK extends this to around 260°C. Rubber and EPDM seats are standard for water service. Soft seats are not appropriate for abrasive media, high-velocity steam, or high-cycle applications where particulates in the flow path erode the seating surface.
Metal seats (Stellite hardfaced, tungsten carbide coated) are required for high-temperature service above soft seat limits, abrasive media, high-velocity steam, and fire-safe applications. Metal seats maintain performance where PTFE would be destroyed within weeks.
Rubber-lined or elastomer discs are standard for water distribution, low-pressure slurry, and wastewater applications.
For fire-safe oil and gas service, check valves should be specified to API 6FA — verifying that the valve maintains acceptable leakage after fire conditions that would destroy the primary soft seat.
8. Installation Orientation
This is a selection parameter that frequently gets overlooked until the valve arrives on site — at which point it becomes an expensive problem.
Swing check valves rely on gravity and flow to return the disc to the closed position. Suitable for horizontal and vertical upward flow. Not suitable for vertical downward flow — gravity assists opening rather than closing, and the disc will not seat reliably without forward flow to hold it open.
Lift check valves are designed for vertical upward flow in most configurations. Horizontal installation requires a specifically designed horizontal lift check configuration — not a standard catalogue item.
Dual-plate check valves are generally suitable for horizontal and vertical upward installation. Vertical downward installation requires verification with the manufacturer, as spring preload requirements change significantly.
Ball check valves are most reliable in vertical upward flow, where the ball seats under gravity. Some designs are rated for horizontal installation with appropriate spring loading.
Additionally: confirm the required upstream straight pipe length. Turbulent flow from nearby elbows, reducers, or tees creates uneven velocity profiles across the disc that cause flutter and accelerated wear. Most manufacturers specify a minimum of 5 to 10 pipe diameters of straight pipe upstream of the check valve.
9. End Connection
Flanged ends (ASME B16.5 / B16.47) — standard for plant piping; removable for maintenance.
Wafer pattern — clamped between flanges with no integral flanges on the valve body. Standard for dual-plate and wafer check valves. Compact and cost-effective, but requires bolt circle compatibility with mating flanges and cannot be used as a line-end valve.
Lug pattern — wafer body with threaded lugs, allowing the valve to be isolated at one end while remaining in line. More flexible for maintenance access than plain wafer.
Butt weld ends — for high-pressure permanent piping where flanged joints are avoided to reduce leak paths.
Socket weld ends — small-bore high-pressure lines, typically DN50 and below.
Threaded ends — small-bore instrument and utility connections, typically DN25 and below at lower pressure classes.
10. Cycling Frequency and Wear Life
This is a consideration that doesn’t arise with manually operated valves but is central to check valve selection.
A check valve on a pump that starts and stops frequently is not the same duty as a check valve on a line that operates continuously at steady flow. In high-cycle duty — pump discharge on a system that cycles multiple times per hour, or compressor discharge — disc fatigue, hinge pin wear, and seat erosion accumulate rapidly.
For high-cycle applications: specify spring-assisted or non-slam designs with hardened disc and seat materials; confirm the manufacturer’s rated cycle life for the specific configuration; and plan maintenance intervals accordingly. A standard swing check valve rated for low-cycle isolation duty will fail rapidly in high-cycle pump discharge service — not because it was the wrong type conceptually, but because it wasn’t specified for the actual cycling demand.
For compressor discharge specifically: reciprocating compressors produce pulsating flow that cycles the disc at the compressor stroke frequency. This is not a duty that standard check valve designs are built for. Specify check valves explicitly rated for compressor discharge, with reinforced disc and hinge assemblies.
11. Industry-Specific Requirements
Oil and gas — fire-safe certification (API 6FA), anti-static design for flammable fluid service, sour service compliance (NACE MR0175 / ISO 15156) for H₂S-containing fluids.
Chemical plants — body and trim materials matched to specific fluid chemistry. PTFE-lined designs where metallic contact with aggressive acids or caustics must be eliminated. Confirm elastomer compatibility with process fluid — EPDM and Buna-N have very different chemical resistance profiles.
Power plants — metal seats standard for steam and high-temperature condensate. Non-slam designs standard on boiler feedpump discharge. Pressure class matched to boiler system design conditions.
Water and wastewater — rubber disc or EPDM seat for chlorinated water. Tilting disc or non-slam types for pump stations where surge is a concern. Rubber-seated or rubber-lined designs for slurry and sludge.
LNG and cryogenic — low-temperature certified materials throughout; cryogenic testing per BS 6364 or equivalent; extended bonnet designs where required.
Compressor discharge — non-slam or spring-loaded lift check only. Swing check valves will fail rapidly. Specify explicitly for compressor discharge duty.
12. Common Selection Mistakes
Specifying a swing check valve on compressor discharge or pulsating flow. Disc cycles at compressor stroke frequency, fatiguing the hinge pin rapidly. Failure is predictable. Specify a non-slam or spring-loaded lift check rated for compressor duty.
Not performing water hammer analysis before selecting valve type. Surge pressure on pump trip regularly exceeds pipe design pressure where no analysis has been done. The cost of a non-slam valve is minor compared to the cost of repeated pressure surge damage.
Failing to verify minimum opening flow velocity. A check valve operating at partial opening vibrates continuously and wears its disc and seat rapidly. Confirm that normal minimum flow velocity is sufficient to hold the disc fully open.
Installing a check valve in an orientation the type doesn’t support. Swing checks in vertical downward flow will not close reliably. Lift checks in horizontal lines won’t open correctly. Confirm orientation suitability before ordering.
Specifying disc and hinge materials to match body only. In corrosive or abrasive service, the disc is the vulnerable moving component. It needs to be specified independently — not assumed to match the body.
Using a check valve as a substitute for positive isolation. A check valve prevents backflow; it does not provide verified isolation. Where personnel need to work downstream of a check valve, a block valve with confirmed closed position — or a DBB arrangement — is required. Check valve seats can leak, and leakage cannot be detected without a bleed arrangement.
Overlooking cycle life requirements in high-frequency pump or compressor applications. A valve rated for general service will fail quickly in high-cycle duty. Confirm the manufacturer’s rated cycle life matches the actual application demand.

HD Flowtech — Check Valve Supply and Technical Support
HD Flowtech manufactures and supplies industrial check valves for power generation, oil and gas, chemical, and general process applications — swing, dual-plate, lift, and non-slam designs in carbon steel, stainless steel, duplex, and alloy steel, across ASME Class 150 to 2500. Send us your pressure, temperature, fluid, and bore size. We’ll come back with the right specification and pricing.
RELATED ARTICLES
WCB vs WC6 vs WC9 Valve Materials: Engineering Guide for Steam Service
WCB, WC6, and WC9 valve body materials compared — temperature limits, chromium-molybdenum content, creep resistance, PWHT requirements, and steam service selection guidance for engineers.
How to Choose a Reliable Power Plant Valve Supplier for Saudi Arabia
How to choose a power plant valve supplier for Saudi Arabia — gate valves, globe valves, ASME standards, MTRs, and API 598 test certificates explained.
Common Valve Failures in Steam Lines: Causes, Prevention & Best Solutions
Seat leakage, thermal cracking, water hammer — the most common steam line valve failures explained, with material selection and engineering prevention guidance.
TABLE OF CONTENTS
RELATED ARTICLES
WCB vs WC6 vs WC9 Valve Materials: Engineering Guide for Steam Service
WCB, WC6, and WC9 valve body materials compared — temperature limits, chromium-molybdenum content, creep resistance, PWHT requirements, and steam service selection guidance for engineers.
How to Choose a Reliable Power Plant Valve Supplier for Saudi Arabia
How to choose a power plant valve supplier for Saudi Arabia — gate valves, globe valves, ASME standards, MTRs, and API 598 test certificates explained.
Common Valve Failures in Steam Lines: Causes, Prevention & Best Solutions
Seat leakage, thermal cracking, water hammer — the most common steam line valve failures explained, with material selection and engineering prevention guidance.